C4法兰连接操作流程
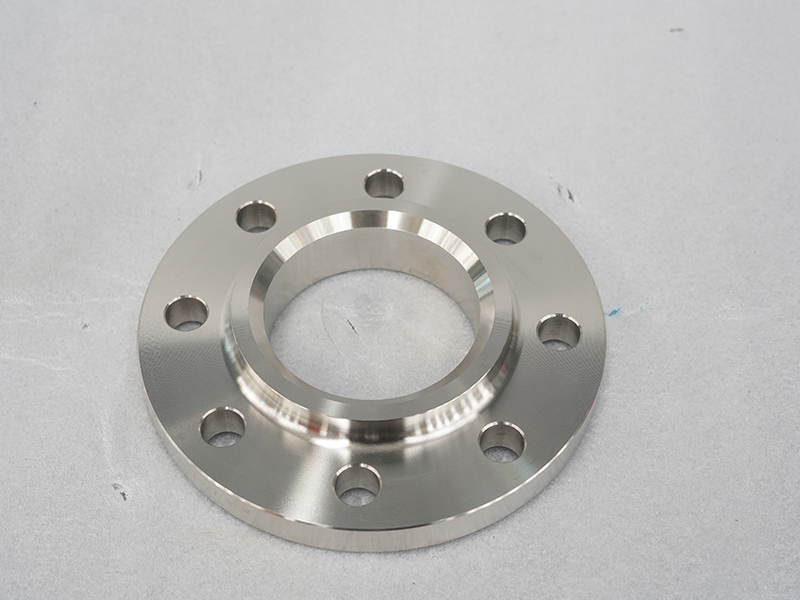
C4法兰连接是管道、阀门、设备等部件间常用的可拆卸连接方式,其操作流程需严格遵循规范,以确保密封性、安全性和使用寿命。C4钢厂家介绍以下是详细的C4法兰盖连接操作流程及关键注意事项:
C4法兰连接是管道、阀门、设备等部件间常用的可拆卸连接方式,其操作流程需严格遵循规范,以确保密封性、安全性和使用寿命。
C4钢厂家介绍以下是详细的
C4法兰盖连接操作流程及关键注意事项:
一、操作前准备
1、材料与工具检查
C4法兰:确认材质(如碳钢、不锈钢)、压力等级、公称直径与管道匹配,表面无裂纹、砂眼、毛刺等缺陷。
垫片:根据介质、温度、压力选择合适材质(如金属缠绕垫、橡胶垫、聚四氟乙烯垫),检查厚度均匀性及完整性。
螺栓/螺母:核对规格(长度、直径)、材质与C4法兰匹配,表面无锈蚀、螺纹完整。
工具:准备扭矩扳手、液压扳手(高压连接)、撬棍、水平仪、角尺、钢丝刷、砂纸、润滑剂(如二硫化钼)、标记笔等。
2、环境与安全检查
确保操作区域清洁,无杂物阻碍。
检查管道内部是否清洁,无残留焊渣、铁锈等杂质。
确认C4法兰连接部位无应力(如管道未校直可能导致密封失效)。
佩戴安全防护用品(手套、护目镜、安全鞋)。
二、C4法兰安装步骤
1. C4法兰与管道对中
管道校直:使用水平仪或角尺检查管道轴线是否一致,偏差需符合标准(如DN≤300时,轴向偏差≤1mm;DN>300时,≤2mm)。
C4法兰定位:将C4法兰垂直套入管道端部,确保C4法兰密封面与管道轴线垂直(偏差≤1°)。
点焊固定:对称点焊2-3处,防止焊接变形,点焊长度约为壁厚的2-3倍。
2. C4法兰焊接
焊接工艺:根据材质选择焊接方法(如手工电弧焊、氩弧焊),控制焊接电流、电压及速度。
对称焊接:从C4法兰自由端开始,按对称顺序(如12点→6点→3点→9点)分段焊接,减少热变形。
焊缝检查:焊接完成后,检查焊缝外观(无气孔、裂纹、夹渣),必要时进行无损检测(如X射线、渗透检测)。
3. 垫片安装
清洁密封面:用钢丝刷、砂纸或专用清洁剂去除C4法兰密封面上的油污、锈迹、毛刺。
垫片定位:将垫片居中放置在C4法兰密封面上,避免偏斜或折叠。
特殊垫片处理:
金属缠绕垫:确保内外环与C4法兰密封面贴合,无翘曲。
橡胶垫:检查厚度均匀性,避免使用老化或开裂的垫片。
4. 螺栓安装与紧固
螺栓穿入:将螺栓垂直穿入C4法兰螺栓孔,螺母带在另一侧,确保螺纹清洁无损伤。
初步紧固:用手或扳手对称拧紧螺母,使垫片初步压缩,但不过度用力。
交叉紧固:
低压连接:按对角线顺序分2-3次逐步紧固,每次扭矩增加30%-50%。
高压连接:使用液压扳手,按制造商推荐的扭矩值分阶段紧固(如初始50%→中间75%→100%)。
检查:确认所有螺栓紧固力矩一致,C4法兰面平行度偏差≤0.5mm。
三、连接后检验
1、外观检查:C4法兰连接部位无泄漏,螺栓外露长度一致,垫片无挤出或破损。
2、密封性测试:
液压试验:按设计压力的1.5倍进行水压试验,保压30分钟无泄漏。
气压试验:使用惰性气体(如氮气),压力为设计压力的1.15倍,保压10分钟无泄漏。
气泡法:在接口处涂抹肥皂水,观察是否产生气泡。
3、记录与标识:记录紧固扭矩、试验压力、检验人员等信息,并在C4法兰上标记连接日期及检验状态。
四、关键注意事项
1、材质匹配:C4法兰、垫片、螺栓材质需与介质兼容(如强腐蚀性介质需用不锈钢或哈氏合金)。
2、温度影响:高温工况下需考虑热膨胀,预留间隙或使用弹簧垫片。
3、避免过度紧固:过量扭矩可能导致垫片压溃或C4法兰变形,需严格按标准执行。
4、定期维护:运行中定期检查螺栓松动情况,高温或振动工况下需缩短检查周期。
5、特殊工况处理:
真空系统:需使用真空专用垫片(如石墨复合垫)。
低温系统:避免使用橡胶垫,选用聚四氟乙烯或金属垫片。
五、常见问题与预防
问题
可能原因
预防措施
泄漏
垫片偏斜、螺栓未紧固
重新安装垫片,对称紧固螺栓
C4法兰变形
焊接热变形、过度紧固
校正C4法兰,控制焊接顺序和扭矩
螺栓断裂
材质不符、扭矩过大
选用合格螺栓,按标准控制扭矩
垫片老化
高温或化学腐蚀
更换耐温/耐腐蚀垫片
通过严格遵循上述注意事项,可确保卡压C4法兰连接的可靠性和安全性,延长设备使用寿命。










 网站首页
网站首页
 产品中心
产品中心
 添加微信
添加微信
 电话咨询
电话咨询