
+
微信号:语言切换+微信弹窗


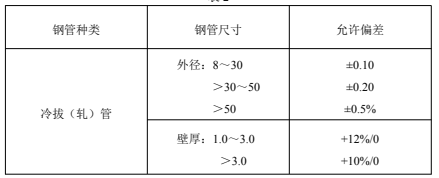
表 2
4.1.3 长度
4.1.3.1 钢管的通常长度为 4m~12m。经供需双方协议可生产上述长度以外的钢
管。
4.1.3.2 钢管定尺长度一般为 6m,定尺长度的允许偏差为+6mm 或由供需双方协
商确定。经供需双方协议可生产其他长度的定尺钢管。
4.1.4 外形
4.1.4.1 钢管两端面应无毛刺且与轴线垂直。
4.1.4.2 钢管允许弯曲度≤1mm/m。
表 1

4.1.5 重量
钢管可按实际重量交货,亦可按理论重量交货。理论重量计算公式(1)如下:
W=π×(D-t)×t× ρ/1000 ………………………………………(1)
式中:W- 钢管的理论重量,kg/m;
π-圆周率,3.1416;
t-钢管的公称壁厚;
D-钢管的公称外径,mm ;
ρ-钢管的密度,7.98kg/cm3。
4.2 牌号及化学成分
4.2.1 牌号及 00Cr14Ni14Si4
4.2.2 钢管化学成分(熔炼分析)应符合表 3 的规定。
表 3

4.2.3 钢管化学成分的允许偏差应符合 GB222 标准中的规定。
4.3 制造方法
4.3.1 钢的冶炼方法
钢应采用电弧炉冶炼加炉外精炼或电渣重熔法制造。
经供需方双协商,也可采用其他冶炼方法制造。
4.3.2 钢管的制造方法
钢管应采用冷拔(轧)方法制造,需方要求某一种方法制造时,应在合同中
注明。
4.4 交货状态
钢管经热处理并酸洗交货。
4.5 力学性能
4.5.1 热处理状态钢管的力学性能应符合表 4 的规定。根据需方要求在合同中注明可测定屈服强度。
表 4

4.5.2 经供需双方协商,在合同中注明可做洛氏硬度试验。
洛氏硬度应满足 HRB<90。
4.6 工艺性能
4.6.1 压扁试验
钢管应做压扁试验,试验时,应将钢管一直压扁到平板的间距小于下式(2)
算出的 H 值之前,此时试样内外表面不得出现裂纹和裂口(对 D/t 比值低的钢管
进行试验时由于几何形状的原因会在钢管内表面的上下位置上产生相当大的应
变。所以,当 D/t<10 的钢管在这些位置上出现的裂纹不应视为拒收的理由)。
H=(1+e)t/ ( e+t/D)…………………………………………(2)
式中:H- 两平板间距,mm;
D- 钢管外径,mm;
t- 钢管壁厚,mm;
e- 单位长度变形量为 0.09。
4.6.2 扩口试验
钢管应进行扩口试验。试验时,顶芯锥度为 60°,钢管扩口到钢管外径的 1.2
倍时,不得出现裂缝、裂口。
4.6.3 水压试验
4.6.3.1 钢管应逐根进行水压试验。试验压力按下式(3)计算,但一般情况下
高水压试验压力不大于 20Mpa,稳压时间不少于 10s。在试验压力下,钢管不得
出现漏水或渗漏。
P=2σt/D……………………………………………(3)
式中:P—水压试验压力,Mpa;
σ—允许应力,σb/4,Mpa;
t—公称壁厚,mm;
D—钢管外径,mm。
4.6.3.2 经供需双方协议,可采用无损检测的方法代替钢管的水压试验。无损检
代号 牌号
抗拉强度σb
MPa
屈服强度σ0.2
MPa
伸长率δ5
%
推荐热处理制度
C4 00Cr14Ni14Si4 ≥540 ≥240 ≥40 1000~1050℃ 水淬测标准及合格级别:涡流探伤,GB/T 7735 A 级;超声波探伤,GB/T5777 C8 级。
4.7 腐蚀试验
钢管应做晶间腐蚀试验。晶间腐蚀试验方法按 GB4334.3 标准,可以采用前
三个周期的大值或 5 个周期的平均值来作为腐蚀数据的依据,具体腐蚀数据由
供需双方协商提供。
敏化处理制度:650℃ 1 小时空冷。
4.8 晶粒度测定
钢管的平均晶粒度应为 4~7 级。
4.9 无损探伤
钢管应逐根进行超声波或涡流检验。检验级别按 GB/T5777 标准中 C8 级或
GB/T7735 标准中 A 级的规定。无损探伤的选择由用户选定,也可选择双探要求。
需方需其他级别由供需双方协议,在合同中注明。
4.10 表面质量
钢管内外表面应光滑,不得有裂纹、折叠、轧折、分层、结疤、发纹、过酸
洗及氧化皮等缺陷。上述缺陷应完全清除掉,清除处的实际壁厚不得小于钢管壁
厚所允许的小值,且平缓过渡。
钢管内外表面上,直道允许深度不大于壁厚 3%,大深度不大于 0.15mm;
不超过壁厚负偏差的其他缺陷允许存在。
5 试验方法
钢管的试验方法按表 5 的规定。
表 5


6 检验规则
6.1 检查和验收
钢管的检查和验收由供方技术监督部门进行。
6.2 组批规则
钢管按批进行检查和验收。每批应由同一牌号、同一炉号、同一规格和同一
热处理制度(炉批)的钢管组成。
6.3 取样数量
钢管的每项检验的取样数量应符合表 5 中的规定。
6.4 复验与判定规则
钢管的复验与判定规则按 GB2102 的规定进行。
7 包装、标志及质量证明书
7.1 钢管的包装、标志及质量证明书按 GB2101 的规定。
7.2 除了 GB2101 标准规定的标志外,还应标有生产厂自己的标志。

扫码查看手机端









 网站首页
网站首页
 产品中心
产品中心
 添加微信
添加微信
 电话咨询
电话咨询